


ზოგადი ტექნოლოგია
GB / T19228.2-2011
ზოგადი ტექნიკური მოთხოვნები უჟანგავი ფოლადის მილისთვის
GB / T19228-2011 ემყარება GB / T12771-2008- ს, ამიტომ შემდეგი ტექნიკური მოთხოვნები ასევე ვრცელდება სხვა ზოგადი დანიშნულების უჟანგავი ფოლადის მილზე.
Ⅰ. ზომა და ტოლერანტობა
მრგვალი: გარე დიამეტრის დასაშვები გადახრა C არის ± 0,5% D, DN150-300, 0,75% D ქვემოთ DN150;
სისქე: დასაშვები გადახრა: ± 10% S;
სიგრძე: 3000-9000 მმ, ასევე შეიძლება მორგებული იყოს საჭიროების მიხედვით, დასაშვები გადახრა: 0 ~ +20 მმ;
მოღუნვის ხარისხი: 2 მმ / მ;
ფერდობზე: ფოლადის მილის პორტის დახრილობა უნდა აკმაყოფილებდეს შემდეგ ცხრილში მოცემულ მოთხოვნებს.
Ⅱ. წონის გამოთვლის მეთოდი
უჟანგავი ფოლადის მილის მიწოდება ხორციელდება თეორიული წონის შესაბამისად და ასევე შესაძლებელია მისი მიწოდება მოლაპარაკების შემდეგ რეალური წონის შესაბამისად. თეორიული წონის შესაბამისად მიტანისას, თეორიული წონა გამოითვლება ფორმულის მიხედვით (I)
| უჟანგავი ფოლადის ბეჭედი და თეორიული წონის ფორმულა | |||||
| არა | ახალი კლასი | ძველი კლასი | სიმჭიდროვე | გადაკეთებული ფორმულა | |
| 1 | 06Cr19Ni10 | 0Cr18Ni9 | 7.93 | W = 0,024 91S (DS | |
| 2 | 022Cr19Ni10 | 00Cr19Ni10 | 7.90 | W = 0,024 82S (DS | |
| 3 | 06Cr17Ni12Mo2 | 0Cr17Ni12Mo2 | 8.00 | W = 0,025 13S (DS | |
| 4 | 022Cr17Ni12Mo2 | 00Cr17Ni14Mo2 | 8.00 | W = 0,025 13S (DS | |
| 5 | 019Cr19Mo2NbTi | 00Cr18Mo2 | 7.77 | W = 0,024 35S (DS | |
| ფოლადის მილის პორტის დახრა | |
| მილის გარე დიამეტრი | ≤ 斜 ≤ დახრილობა≤ |
| 20 | 1.5 |
| -20-50 | 2.0 |
| -10 50-108 | 3.0 |
w = π ‰ S (DS) ρ (. (1)
Შენიშვნა:
W - ფოლადის მილის თეორიული წონა კილოგრამებში მეტრზე (კგ / მ);
Π = 3.1416;
S - ფოლადის მილის ნომინალური კედლის სისქე, მილიმეტრებში (მმ);
D - ფოლადის მილის ნომინალური გარე დიამეტრი, მილიმეტრებში (მმ):
P - უჟანგავი ფოლადის სიმკვრივე კგ / დმ 3 – ში, გთხოვთ შეამოწმოთ შემდეგი ცხრილი თითოეული კლასის სიმკვრივისთვის.
| Ტექნიკური მოთხოვნები | |||
| ფოლადის მილის მასალის კლასი და მისაღები პირობები უნდა აკმაყოფილებდეს შემდეგ მოთხოვნებს | |||
| არა | ახალი კლასი | ძველი კლასი | მოქმედი პირობები |
| 1 | 06Cr19Ni10 | 0Cr18Ni9 | |
| 2 | 022Cr19Ni10 | 00Cr19Ni10 | გაწმენდილი წყლის, ყოველდღიური სასმელი წყლის, ჰაერის, სამედიცინო გაზის, ცივი წყლის, ცხელი წყლის და ა.შ. |
| გაწმენდილი წყლის, ცივი წყლის, ცხელი წყლის და ა.შ. | |||
| 3 | 06Cr17Ni12Mo2 | 0Cr17Ni12Mo2 | |
| 4 | 022Cr17Ni12Mo2 | 00Cr17Ni14Mo2 | პროგრამები, რომლებიც საჭიროებენ კოროზიის მიმართ უფრო მაღალ წინააღმდეგობას, ვიდრე 06Crl9NilO |
| 5 | 019Cr19Mo2NbTi | 00Cr18Mo2 | პროგრამები, რომლებიც კოროზიის წინააღმდეგობას უფრო მაღალს მოითხოვს, ვიდრე 06Cr17Ni12Mo2 |
გამოყენებადი გარემო საშუალო ჟანგბადის იონებით
| უჟანგავი ფოლადის მილების ხარისხი და ქიმიური შემადგენლობა (დნობის ანალიზი) | ||
| არა | ერთიანი ციფრული კოდი | ქიმიური შემადგენლობა (მასობრივი ფრაქცია) /% |
| ფოლადის მილის მექანიკური თვისებები უნდა აკმაყოფილებდეს შემდეგ ცხრილში მოცემულ მოთხოვნებს |
მითითებული არაპროპორციული გაფართოების სიძლიერე
დაძაბვის ძალა Rm / Mpa
მოტეხილობის გახანგრძლივება A /%
სითბოს მკურნალობის სტატუსი
არა თერმული მკურნალობის სტატუსი
პროდუქტის ვიტრინა
პროდუქტის საქმე
აღწერა
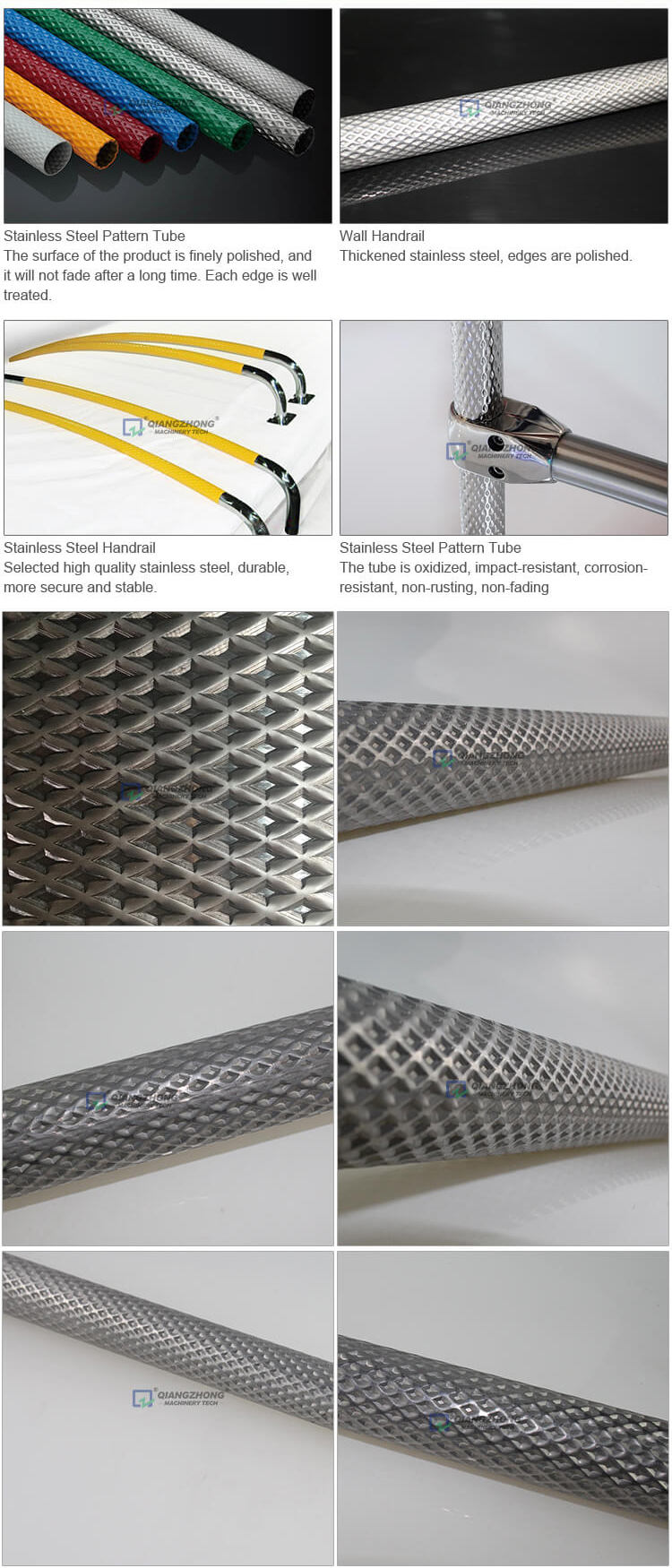
უჟანგავი ფოლადის შაბლონის მილი
- ეს მილი ძირითადად შედუღებული მილის ან შაბლონის მილია, რომელიც ჩვეულებრივ გამოიყენება როგორც ხელჩანთები ან დეკორაციები, რომელთა მასალა ზოგადად 304 უჟანგავი ფოლადია ან უკეთესი. მისი წარმოების პროცესი არის ის, რომ პირველი დაჭერით ნიმუში მილის ფოლადის ზოლის მიერ, შემდეგ კი საერთო ჩამოსხმის შედუღება და ბოლოს მწნილება და გასაპრიალებელი.
- ეს ზოგადად არის ალმასის ნიმუში ან წრიული ნიმუში, რომელიც იღებს ფოლადის ზოლის ჭედურსა და ფოლადის ხვია, რომელიც ქმნის შედუღებას.
მისი დიამეტრი ზოგადად არის 22 მმ -48 მმ, ძირითადი გამოყენება: სახლის დეკორაცია, კიბეების ბარიკადული ხელჩანთები, მილების სახელურები, მანქანის ბორბლები და ა.შ.
| φ25 x 1.5φ32 x 1.5 | მანქანა, ავტობუსი |
| φ30 x 2.0 | იაპონია |
| φ32 x 2φ32 x 2.5 | ჩინეთი |
| φ35 x1.5φ35 x 2.0 φ35 x 2.5 φ35 x 3.0 |
ჰონგ კონგი, სამხრეთ კორეა |
| φ38 x 2.0φ38 x 2.5 φ38 x 3.0 |
ევროპა |
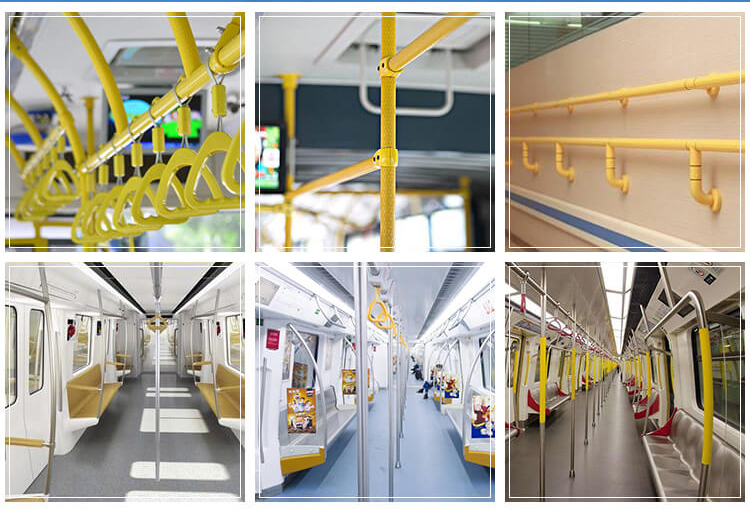
უჟანგავი ფოლადის ხელნაკეთი მილი, კედლის ხელსაყრელი მილი, შეზღუდული შესაძლებლობის მქონე პირთათვის ხელსაყრელი მილი
ამ პროდუქტს აქვს ახალი სტრუქტურა და წამყვანი ტექნოლოგია. ხელსაბნელის მახასიათებლების მიხედვით, ჩამოსხმისა და მილის ორგანული კომბინაცია უზრუნველყოფს, რომ მოაჯირს ჰქონდეს მაღალი სიმტკიცე და გლუვი ზედაპირის ხაზები. Handrail splicing პროცესი წყვეტს პრობლემას, რომ ხელკეტის შედუღების შემდეგ ზოგიერთ კუთხეში არ შეიძლება დამუშავება. ტექნიკური მოთხოვნების თანახმად, მოაჯირის ზედაპირი შეიძლება დამუშავდეს ჯაგრისით, ქვიშის აფეთქებით, ხახუნებით, სპრეის საღებავით და სპრეის ჩამოსხმით. ამის შემდეგ, ზედაპირი დამუშავებულია დაბინძურების საწინააღმდეგო სპეციალურ პროცესში, რაც მას ულამაზეს გარეგნობას, ზეთისგან თავისუფალ და ადვილად გასუფთავებას ანიჭებს. სპეციალური შედუღების პროცესი, რომლითაც ხელნაკეთი უნდა გაკეთდეს, ყველა მეთვალყურეობა ხდება ოპერაციის, აღჭურვილობისა და პროცესის პარამეტრების ასპექტებით, შედუღების ხარისხის უზრუნველსაყოფად.
| φ25 x 1.5φ32 x 1.5 | მანქანა, ავტობუსი |
| φ30 x 1.2 | იაპონია |
| φ32 x 2φ32 x 2.5 | ჩინეთი |
| φ35 x 2.0φ35 x 2.5 φ35 x 3.0 |
ჰონგ კონგი, სამხრეთ კორეა |
| φ38 x 2.0φ38 x 2.5 φ38 x 3.0 |
ევროპა |





